-
 Appelez-nous +0757 82252350
Appelez-nous +0757 82252350 -
 Envoyez-nous un email manager@gdboanmachine.com
Envoyez-nous un email manager@gdboanmachine.com



Ce livre blanc a pour objectif de fournir un guide professionnel pour la sélection et la mise en place des équipements de production essentiels pour les comprimés et les gélules. Il s'adresse aux ingénieurs, aux responsables de production et aux décideurs des industries pharmaceutiques et des compléments alimentaires. Il détaille les caractéristiques des procédés de fabrication des différentes formes galéniques (comprimés simples, enrobés, à croquer, effervescents, multicouches, à libération modifiée et gélules molles/dures), leurs équipements de production clés et la logique de conception de lignes de production conformes aux BPFc. Le document comprend des comparaisons détaillées d'équipements basées sur différents scénarios de production, des réponses professionnelles à une dizaine de questions techniques courantes et des références aux normes et publications techniques pertinentes afin d'étayer les fondements scientifiques et réglementaires de la prise de décision.
ScénarioAdaptée à la production en grande série (par exemple, des centaines de millions d'unités par an) de comprimés classiques monovalents, tels que le paracétamol ou la vitamine C. Les exigences essentielles de ces lignes sont :efficacité optimale, stabilité opérationnelle et coût unitaire minimisé.
Solution: Emploiez unPresse à comprimés rotative à grande vitesseCet équipement est doté d'une tourelle multi-pointes (par exemple, 55 à 75 stations) et utilise un alimentateur forcé pour assurer un remplissage uniforme des matrices. Il peut maintenir une variation de poids des comprimés (RSD) inférieure à ±2 % même à des vitesses allant jusqu'à 10 000 à 16 000 comprimés par minute. La presse est intégrée à unSystème de contrôle en cours de processus (IPC) pour la surveillance du poidsPour le contrôle du poids en temps réel et le rejet automatique des produits non conformes, conformément aux exigences de la norme FDA 21 CFR Part 11 relatives aux enregistrements électroniques. Pour répondre aux besoins de production en continu, il doit être associé à un système de contrôle de la production en continu.Système automatisé de manutention des matériaux (ex. : ascenseurs, convoyeurs)et unDétecteur de métaux, formant une unité de production fermée.

ScénarioApplicable aux études pilotes en développement de médicaments, à la fabrication pour essais cliniques ou aux installations produisant de nombreuses références (par exemple, des dizaines de références de compléments alimentaires). Le principal défi réside danschangements fréquents de produits, petites séries de lots et flexibilité.
Solution: Mettre en œuvre unPresse à tablette multifonction pour piloteBien qu'elle compte moins de stations (généralement entre 16 et 35), sa force réside dansflexibilité supérieure et capacité de changement rapideCaractéristiques principales :
Système d'outillage modulairePermet un changement rapide de tourelles entières ou de poinçons et matrices individuels, réduisant le temps de nettoyage et de changement à moins de 30 minutes.
Compatibilité étendue avec les processusCapable de traiter une large gamme de matériaux, des poudres fluides aux poudres très cohésives, et de produire des comprimés façonnés ou gaufrés.
Technologie analytique de processus complète (PAT)Capteurs intégrés pour la pression de poinçonnage, spectroscopie proche infrarouge (NIR), etc., pour le développement et l'optimisation des processus.
Constitue une plateforme complète de R&D ou de production à petite échelle lorsqu'elle est associée àbroyeurs à l'échelle du laboratoire, mélangeurs-granulateurs et enrobeuses.
ScénarioLargement utilisé pour le conditionnement de poudres, granulés ou pastilles sensibles à l'humidité, odorantes ou nécessitant une libération contrôlée. C'est le choix idéal pour les probiotiques, les extraits de plantes et les pastilles à libération prolongée.
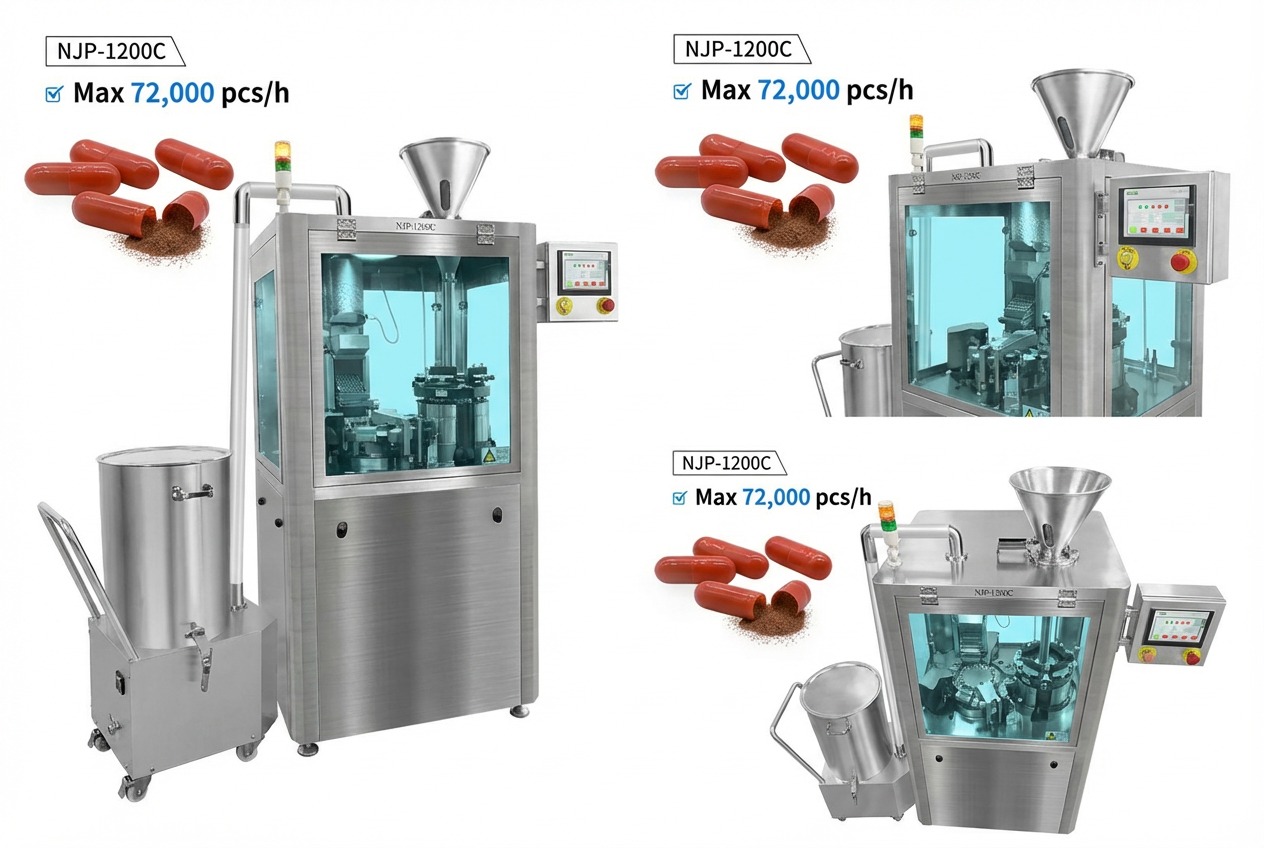
Solution: LeMachine de remplissage de capsules modulaire entièrement automatiqueest le choix le plus courant. Son fonctionnement repose sur un processus continu de « tri-remplissage-verrouillage ». Ses principaux points techniques sont les suivants :
Contrôle de la précision du dosage: Utilisesystèmes de dosage sans piston (par exemple, tubes doseurs, disques doseurs), particulièrement adapté aux matériaux peu fluides, atteignant une précision de poids de remplissage (RSD) de ±1 à 3 %.
Remplissage en granulés douxLes modules de remplissage de granulés exclusifs garantissent que la structure des granulés à libération prolongée reste intacte pendant le processus de remplissage.
Contrôle et rejet des coquilles vides en cours de production: Assure la séparation complète des corps de capsules vides et empêche les capsules vides ou mal assemblées de pénétrer dans le flux de produits finis.
Conception du confinement: Équipé de hottes à flux d'air laminaire local et de systèmes d'extraction de poussière, adapté à la manipulation de composés puissants (OEB 4/5) et conforme aux exigences de propreté de l'annexe 1 des BPF.
La matrice de décision suivante intègre les considérations relatives à la forme posologique, à la capacité, à la complexité du processus et aux exigences de conformité, fournissant ainsi une référence systématique pour la sélection des équipements.
| Dimension de considération | Option A : Ligne de tablettes à haut débit | Option B : Ligne pilote multifonctionnelle/petits lots | Option C : Ligne de capsules entièrement automatisée |
|---|---|---|---|
| Formes posologiques les mieux adaptées | Comprimés simples, comprimés pelliculés | Tous types de comprimés (y compris multicouches, de forme spécifique), gélules fabriquées en petits lots | Capsules dures (poudre/granulés/pastilles), particulièrement pour les contenus sensibles à l'humidité |
| Plage de capacité typique | 500 millions à 1,6 milliard de tablettes par an | 10 à 100 millions de comprimés par an, soit des milliers à des millions de gélules par an. | 200 millions à 1 milliard de capsules par an |
| Avantage du processus de base | Rendement extrêmement élevé, coût unitaire minimal, stabilité maximale | Extrême flexibilité, changement de format rapide, idéal pour le développement de procédés et les produits complexes | Masque les goûts désagréables, protège le contenu, facilite les combinaisons à libération modifiée |
| Composants d'équipement clés | Presse à grande vitesse + IPC + enduction continue + détecteur de métaux | Presse multifonctionnelle/remplisseuse de capsules + granulateur à lit fluidisé + petit enrobeur | Remplisseuse de capsules + enrobeuse de granulés + polisseuse de capsules |
| Conformité aux BPF | Validation continue des processus, validation des systèmes informatisés, validation du nettoyage | Contrôle de la contamination croisée (outils dédiés), validation des procédés par petits lots | Confinement, contrôle des poussières, contrôle des limites microbiennes |
| Investissement total et retour sur investissement | Investissement maximal, adapté à un produit phare unique, retour sur investissement grâce aux économies d'échelle | Investissement modéré, retour sur investissement grâce à un portefeuille de produits diversifié et une réponse rapide du marché | Investissement élevé, retour sur investissement grâce aux avantages liés aux barrières techniques du produit et à la forme posologique |
| Moment optimal de la sélection | Marché stable pour ce produit, prévisions de demande annuelle confirmées supérieures à 300 millions d'unités | Produit en phase finale d'essais cliniques ou de lancement sur le marché, ou entreprise adoptant une stratégie multiproduits | Le principe actif possède des propriétés particulières (hygroscopique, amer), ou la forme en capsule constitue un argument de vente clé. |
Processus et équipementtCompression directe de poudre ou granulation à sec suivie d'une compression. L'équipement principal est lepresse à comprimésLes exigences élevées en matière de fluidité et de compressibilité des poudres nécessitent souvent un prétraitement avecbroyeurs à jet d'airetmélangeurs à tambour.
Comprimés pelliculésUn film polymère est déposé sur des noyaux compressés. Nécessite unBac à enrober perforéavec intégrationsystèmes de pulvérisation, circulation d'air chaud et dépoussiérage/extraction des gaz d'échappementLes revêtements à base de solvants nécessitent une conception antidéflagrante.
Comprimés enrobés de sucre: Un procédé complexe d'enrobage de sucre multicouche. Utilisationspoêles à enrober traditionnelleset repose fortement sur le savoir-faire de l'opérateur, aujourd'hui largement remplacé par le revêtement de film.
Procédés et équipementsNécessitent des arômes et des agents de remplissage comme le mannitol pour améliorer leur goût. Utilise le même équipement que les comprimés simples, mais requiert généralement une dureté moindre, ce qui exige une attention particulière.contrôle de la force de compression de la presseetConception d'emballage pour éviter la casse.
Procédés et équipementsAssociez une source acide (par exemple, l'acide citrique) et une source basique (par exemple, le bicarbonate de sodium) au principe actif. L'essentiel est…Un taux d'humidité strictement contrôlé et faible est observé dans l'environnement de production (généralement HR). <25%)etséchage complet des matières premièresLa presse à comprimés nécessite un dispositif spécialsystème d'alimentation étanche à l'humiditéet l'emballage doit utiliserblisters en aluminium-aluminium (Alu-Alu) à haute résistance ou bouteilles spécialement conçues.
Procédés et équipementsUtilisé pour isoler physiquement des ingrédients incompatibles ou obtenir une libération pulsée. Doit être utilisé unPresse à comprimés rotative multicoucheavec plusieurs stations d'alimentation et tourelles correspondantes pour le remplissage et la compression séquentiels de différentes couches.
Procédés et équipements:
Type de matrice: Utilise unExtrudeuse à fusion à chaudmélanger le médicament avec des matières cireuses, l'extruder et le découper en granulés pour une compression ultérieure.
Réservoir (à membrane)On prépare d'abord des noyaux ou des granulés chargés en médicament, puis on les enrobe d'un film polymère à libération contrôlée.Machine d'enduction à lit fluidisé avec pulvérisation inférieure Wurster.
Type de pompe osmotique: Utilise unMachine de perçage laserpour créer des orifices de libération précis dans le comprimé enrobé.
Q : Comment vérifier, d'un point de vue technique, si une presse à comprimés peut répondre aux exigences de dureté et de friabilité de notre produit ?
UN:essais de mise à l'échellesont obligatoires lors du choix de l'équipement. Utilisez au moins 50 kg de formulation réelle et faites fonctionner la machine cible à 25 %, 50 %, 75 % et 100 % de sa vitesse nominale. Prélevez et testez systématiquement des échantillons pourdistribution de la dureté, friabilité, uniformité de la teneur et profil de dissolutionL'équipement est jugé conforme uniquement si tous les attributs de qualité critiques (AQC) répondent aux spécifications sur toute la plage de vitesses. Cette pratique applique le concept d'« espace de conception » issu de la validation des procédés.
Q : Quelles sont les exigences particulières en matière de conception de lignes de production pour la fabrication de comprimés contenant des principes actifs pharmaceutiques hautement puissants (HPAPI) ?
A : Le principe fondamental est"endiguement."Cela implique d'utiliserTechnologie d'isolationpour envelopper complètement la presse à comprimés, les opérations étant effectuées via des ouvertures pour gants. L'intérieur est maintenu en dépression et l'air d'échappement est traité parFiltres HEPA. Utilisation du transfert de matériauxSystèmes Bag-In-Bag-Out (BIBO)Le nettoyage nécessiteNettoyage en place (NEP)Les procédures sont validées afin de garantir que les résidus sont inférieurs aux seuils d'évaluation toxicologique (par exemple, 1/1000 de la dose journalière minimale). Les normes pertinentes sont décrites dans le guide de l'ISPE intitulé « Fabrication de produits pharmaceutiques fondée sur les risques ».
Q : Quel est l'état actuel des applications et quels sont les défis de la fabrication en continu (CM) dans la production de formes posologiques solides ?
A : CM relie des équipements commemélangeurs continus, séchoirs à lit fluidisé continus et presses à comprimés continuesen série pour l'alimentation et la sortie de produit en temps réel. Les avantages incluentéchelle réduite, uniformité de qualité améliorée (grâce à la surveillance PAT en temps réel) et flexibilitéLes principaux défis consistent àFiabilité des outils PAT, acceptation réglementaire des tests de libération en temps réel (RTRT) et stratégies de validation des procédés fondamentalement différentespar rapport à la production par lots. La FDA a publié des recommandations encourageant cette innovation.
Q : Comment résoudre systématiquement les problèmes de « collage » lors de la production de comprimés, tant du point de vue des équipements que des matériaux ?
A : Une approche systématique comprend :Côté équipement: Assurerétat de surface de la pointe du poinçon (valeur Ra)conforme aux spécifications ; optimiserefficacité du racleur de l'alimentateur forcé; appliquerlubrification interne de la paroi de la matrice; utiliser une presse avec unsystème de chauffage(pour les matériaux à bas point de fusion).Côté matérielOptimiser la formulation avec une quantité adéquatelubrifiants (par exemple, stéarate de magnésium)et assurer une distribution uniforme viamicronisation.
Q : Comment choisir le procédé de fabrication et l'équipement pour un nouveau produit à libération prolongée sous forme de granulés en capsule ?
A : Tout d’abord, définissez le mécanisme de libération (par exemple, diffusion, érosion). Une voie typique est :Extrusion-sphéronisation pour noyaux de granulés -> Enrobeuse Wurster à lit fluidisé pour le dépôt de principes actifs -> Enrobeuse à lit fluidisé pour enrobage à libération prolongée -> Remplisseuse de capsules entièrement automatique avec module de remplissage de granulés dédiéCritères de sélection clés : précision et atomisation des pistolets de pulvérisation du revêtement ; le remplisseur de capsules doit avoir unemodule de dosage de granulés spécialisépour assurer un remplissage en douceur et une dose uniforme.
Q : Dans le cadre de la validation du nettoyage, comment déterminer des points d'échantillonnage scientifiquement valides et des critères d'acceptation pour une presse à comprimés et une remplisseuse de capsules ?
A : Les points d'échantillonnage doivent être sélectionnés en fonction del'évaluation des risques, en ciblant les zones les plus difficiles à nettoyer (par exemple, à l'intérieur du distributeur, au fond des alésages de la matrice, dans les rainures du disque doseur). Le report maximal admissible (MACO) doit être calculé en tenant compte dele plus strict des trois critères : 1/1000 de la taille minimale du lot du produit suivant, le critère de 10 ppm et la limite dérivée toxicologiquement (ADE/PDE)Une combinaison deprélèvement par écouvillonnage et rinçagedevrait être utilisé, avec des taux de récupération démontrés.
Q : Quelles sont les exigences matérielles essentielles pour la construction d'une ligne de production de formes posologiques solides conforme aux BPF chinoises, américaines et européennes ?
A : Le matériel essentiel comprend : Unsystème CVCfournir des salles blanches de classe D avec une protection contre les flux d'air laminaires de classe A sur les points critiques (par exemple, compression, remplissage) ;Eau purifiéeet potentiellementSystèmes d'eau pour injection(pour le nettoyage);Air comprimé de procédétraité pour éliminer l'huile, l'eau et les micro-organismes ;Plan d'aménagement des installationsAprès séparation des flux de personnel et de matériel afin de prévenir toute contamination croisée, toutes les surfaces en contact avec le produit doivent êtreAcier inoxydable 316L avec Ra ≤ 0,8 µm.
Q : Comment contrôler les paramètres du procédé d'enrobage des comprimés pour éviter l'effet « peau d'orange » et le collage ?
Balises chaudes
:
Presse à comprimés rotative à grande vitesse
Machine de remplissage de capsules modulaire entièrement automatique
Presse à comprimés rotative multicouche
Presse à tablette multifonction pour pilote
Ligne de tablettes à grande vitesse
fabrication de pilules à libération prolongée

 Jinhai Plaza, No. 21, Jihua 5th Road, Chancheng District, Foshan City, Guangdong Province, China
Jinhai Plaza, No. 21, Jihua 5th Road, Chancheng District, Foshan City, Guangdong Province, China  +0757 82252350
+0757 82252350  +8618613054883
+8618613054883  manager@gdboanmachine.com
manager@gdboanmachine.com 






