-
 Appelez-nous +0757 82252350
Appelez-nous +0757 82252350 -
 Envoyez-nous un email manager@gdboanmachine.com
Envoyez-nous un email manager@gdboanmachine.com


Machine de thermoscellage de blisters en carton entièrement automatique : principes techniques et analyse de sélection

Dans les secteurs de l'emballage des produits pharmaceutiques, des dispositifs médicaux, des composants électroniques et des produits de consommation courante haut de gamme,emballage composite carton-plaquette (Blister+Carton)est devenu l'un des formats les plus utilisés grâce à ses excellentes propriétés d'affichage, son étanchéité robuste et ses dispositifs de sécurité. L'équipement principal qui réalise ce processus d'emballage est lemachine de thermoscellage pour blisters.
L'auteur a récemment examiné la documentation technique de la machine de scellage automatique de blisters BA-500Z. Cet équipement, dont la structure repose sur l'insertion du blister entre deux couches de carton, offre un flux de production entièrement automatisé. Cet article prend la BA-500Z comme point de départ et, en intégrant les principales tendances actuelles du marché, analyse l'équipement sous différents angles : principes de fonctionnement, composition structurelle, paramètres techniques, critères de sélection et dépannage courant. Il constitue ainsi une référence pour le choix des équipements d'emballage et l'optimisation des processus.
L'essence technique d'une machine à sceller les blisters en carton est laeffet synergique de la chaleur et de la pression, provoquant la fusion de la couche thermoscellée du blister en plastique (généralement PVC, PET ou RPET) et sa liaison avec le revêtement de la surface du carton (généralement un adhésif thermofusible ou un revêtement PE).
En fonction du type de source de chaleur, les principales voies techniques peuvent être divisées en deux catégories :
Soudage haute fréquence (radiofréquence)Adapté aux matériaux PVC, il utilise un champ électrique à haute fréquence pour provoquer un mouvement intense des molécules polaires, générant ainsi de la chaleur. Il en résulte un chauffage rapide et une efficacité énergétique élevée.
Chauffage par impulsion/chauffage à température constanteAdapté aux matériaux comme le PET et le RPET, il conduit la chaleur grâce à des tubes ou des plaques chauffantes électriques. Il offre une grande précision de contrôle de la température et convient au thermoscellage de précision des matériaux composites multicouches.
Le procédé adopté par le BA-500Z appartient à la catégorie desstructure sandwich à double cartonPar exemple : carton inférieur → Placer le blister pré-rempli → carton supérieur → Thermoscellage. Les avantages de cette structure sont les suivants :
Le blister est entièrement recouvert par le carton, assurant une meilleure étanchéité des bords.
La surface d'exposition des produits est vaste, adaptée aux emballages de biens de consommation haut de gamme.
Le carton peut être imprimé avec toutes les informations relatives au produit et des marqueurs anti-contrefaçon.
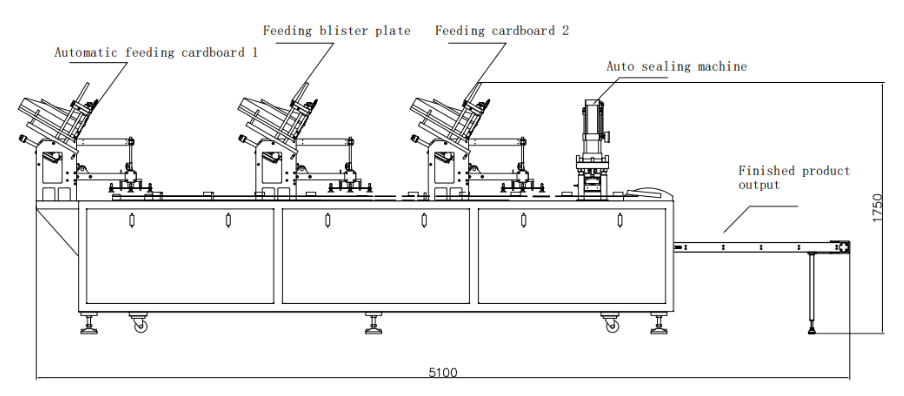
D'après la documentation technique, le BA-500Z est unmachine entièrement automatique de type plateau tournant ou à plateau continuSon flux de travail peut être résumé en cinq étapes :
Station 1 : Alimentation automatique en carton par le bas
Les cartons sont automatiquement prélevés du magasin et positionnés sur le moule. La précision du mécanisme d'alimentation influe directement sur la précision du positionnement ultérieur des blisters.
Station 2 : Alimentation automatique par blisters pré-remplis
Les blisters sont généralement formés et remplis par une machine de formage de blisters préalable, puis transférés vers cette machine via un convoyeur ou un manipulateur. Une grande précision d'alignement entre le blister et le carton est requise.
Station 3 : Alimentation automatique en carton supérieur
La deuxième couche de carton recouvre l'ampoule, formant ainsi la structure « sandwich ».
Poste 4 : Poste de thermoscellage
Les plaques chauffantes supérieure et inférieure se referment, maintenant le contact pendant une durée déterminée sous une température et une pression spécifiées, ce qui provoque la fusion des bords des bulles et leur liaison aux deux couches de carton.
Station 5 : Sortie automatique des produits finis
Les produits finis sont évacués par un convoyeur, qui peut être relié à des machines d'encartonnage ou à des palettiseurs.
Tout au long de ce processus, lesystème d'entraînement de servomoteur(La puissance servo de 0,75 kW du BA-500Z assure la synchronisation et la précision de positionnement pour les actions de chaque station, tandis quePuissance de chauffage de 4,5 kWassure une réponse thermique rapide et une stabilité pour le processus de thermoscellage.
Les principaux paramètres techniques du BA-500Z sont représentatifs des équipements similaires et sont interprétés point par point ci-dessous :
| Paramètre | Valeur | Interprétation technique |
|---|---|---|
| Vitesse de production | 15 cycles/min | Si le moule produit une pièce par cycle, sa capacité théorique est de 900 pièces/heure. Avec des moules multi-empreintes, la capacité est multipliée en conséquence. Il est essentiel de trouver un équilibre entre la vitesse et le temps de thermoscellage ; une vitesse excessive peut entraîner des soudures fragiles. |
| Surface d'étanchéité maximale | 490 × 220 mm | Détermine les dimensions physiques maximales du produit à emballer. Pour les produits très longs ou de forme irrégulière, des modèles plus grands ou des moules sur mesure sont nécessaires. |
| Profondeur maximale des ampoules | 45 mm | Correspond à la profondeur de formation des cloques. Dépasser cette profondeur peut nécessiter des plaques chauffantes encastrées ou un chauffage par sections. |
| Puissance du servomoteur | 0,75 kW | Comparés aux entraînements pneumatiques, les servomoteurs offrent une précision de positionnement supérieure, un fonctionnement plus fluide et une consommation d'énergie moindre. |
| Puissance de chauffage | 4,5 kW | Cela reflète la capacité de chauffage et la stabilité de la température de l'équipement. Une puissance de chauffage plus élevée signifie une montée en température plus rapide et un meilleur maintien de la température lors d'une production continue. |
| Puissance totale | 5,5 kW | Inclut la consommation électrique totale du servomoteur, du chauffage, du système de contrôle, etc. Tenez compte de la capacité de distribution électrique de l'usine lors de la sélection. |
| Format carton | 500 × 220 mm | Les spécifications du carton que l'équipement accepte sont indiquées. Pour les formats de carton dépassant ces spécifications, un mécanisme d'alimentation spécifique est nécessaire. |
| Débit d'air | ≥0,6 m³/min | Le débit d'air comprimé requis pour les composants pneumatiques tels que les vérins d'étanchéité et les vérins d'alimentation doit être suffisant. Le compresseur d'air sélectionné doit répondre à cette exigence. |
| Dimensions (L×l×H) | 5100 × 1100 × 1750 mm | Empreinte au sol des équipements. Prévoyez l'espace d'installation à l'avance et assurez-vous que les voies de transport soient dégagées. |
| Poids total | 1500 kg | Impose certaines exigences en matière de capacité portante des planchers, notamment en ce qui concerne l'isolation des vibrations. |
Comparées aux modèles semi-automatiques, les machines de scellage de blisters entièrement automatiques offrent des avantages significatifs dans les domaines suivants :
Intervention manuelle réduite
La main-d'œuvre est uniquement requise pour le réapprovisionnement périodique en cartons et blisters. Un seul opérateur peut gérer plusieurs machines simultanément, ce qui réduit considérablement les coûts de main-d'œuvre. La BA-500Z offre une formation simple à son utilisation, et la configuration à un opérateur par machine garantit une productivité élevée.
Haute cohérence
L'alimentation mécanique et le thermoscellage automatique éliminent les variations dues à la manipulation manuelle, ce qui permet d'obtenir une qualité de scellage stable, avec des taux de défauts potentiellement inférieurs à 1 %.
Intégrabilité
Elle peut être intégrée en amont avec les machines de formage de blisters et les lignes de remplissage de produits, et en aval avec les machines d'encartonnage, formant ainsi une ligne de production d'emballage complète.
Toutefois, une attention particulière doit être portée lors de la sélection :
Personnalisation des moulesLa BA-500Z est livrée avec un jeu de moules standard, mais la production en série nécessite des modifications de moules selon les produits. La conception et la précision de fabrication des moules ont un impact direct sur l'efficacité de l'étanchéité et la productivité.
Compatibilité des matériauxSi vous utilisez du PET ou des matériaux biodégradables, vérifiez si la plage de contrôle de température de l'équipement est suffisante et si la méthode de chauffage nécessite un ajustement.
Assistance après-vente et techniqueLe BA-500Z est assorti d'une garantie d'un an et d'un service après-vente à vie. Toutefois, veuillez prendre connaissance des conditions spécifiques de la garantie et des frais de déplacement des techniciens (frais de transport, hébergement et 150 $ par jour de main-d'œuvre).
En se basant sur les caractéristiques structurelles du BA-500Z et les problèmes courants du secteur, les pannes fréquentes et les pistes de dépannage sont résumées ci-dessous :
| Phénomène de faille | Causes possibles | Suggestions de dépannage |
|---|---|---|
| Étanchéité faible ou absence partielle d'adhérence | Température trop basse / Pression insuffisante / Temps de scellage trop court | Vérifiez si l'affichage du contrôleur correspond à la température réelle ; ajustez la vanne de régulation de pression ; réduisez la vitesse de manière appropriée pour augmenter le temps de scellage. |
| Ampoule écrasée ou déformée | Pression trop élevée / Moule non parallèle / Épaisseur de la paroi de la bulle trop faible | Recalibrer le parallélisme du moule ; Ajuster les paramètres de pression ; Vérifier si la résistance à la chaleur du matériau de la plaquette est suffisante. |
| Mauvais alignement du carton | Positionnement d'alimentation incorrect / Vibrations excessives | Vérifier la position des capteurs dans le mécanisme d'alimentation ; dégager le chemin du carton de tout corps étranger ; vérifier le nivellement de l'équipement et les patins anti-vibrations. |
| Bulles ou blanchiment au niveau du joint | Température trop élevée / Carton humide | Abaisser la température de consigne ; vérifier l’humidité ambiante de stockage du carton ; préconditionner si nécessaire. |
| Arrêt d'alarme de l'équipement | Pression d'air insuffisante / Alarme servo / Porte de sécurité ouverte | Vérifier la pression d'alimentation du compresseur d'air ; vérifier le code d'erreur du servomoteur ; s'assurer que le verrou de sécurité de la porte est fermé. |
Les équipements actuels de scellage sous blister évoluent selon les orientations technologiques suivantes :
Servo-commandé et intelligent
Les servomoteurs remplacent progressivement les composants pneumatiques, permettant un contrôle de position plus précis. Les écrans tactiles IHM associés aux systèmes de contrôle PLC deviennent la norme, certains modèles haut de gamme prenant en charge l'intégration de systèmes MES pour la collecte de données de production en temps réel.
Compatibilité étendue des matériaux
Face à des réglementations environnementales de plus en plus strictes, l'utilisation de matériaux recyclables ou biosourcés comme le PET, le RPET et le PLA est en hausse. Les équipements doivent donc offrir une plage de contrôle de température plus étendue et une meilleure adaptabilité pour le thermoscellage de ces matériaux.
Conception modulaire
Par exemple, certains équipements haut de gamme utilisent des structures modulaires, permettant d'ajouter ou de retirer des unités fonctionnelles en fonction des besoins, facilitant ainsi les mises à niveau et la maintenance futures.
Optimisation de la consommation d'énergie
Des technologies comme l'amélioration de l'isolation des systèmes de chauffage et la récupération d'énergie dans les servomoteurs sont progressivement adoptées pour réduire la consommation d'énergie par unité de produit.
Élément clé des lignes de production d'emballage, le choix d'une machine de scellage de blisters nécessite une analyse approfondie des spécifications du produit, des besoins en capacité, de

 Jinhai Plaza, No. 21, Jihua 5th Road, Chancheng District, Foshan City, Guangdong Province, China
Jinhai Plaza, No. 21, Jihua 5th Road, Chancheng District, Foshan City, Guangdong Province, China  +0757 82252350
+0757 82252350  +8618613054883
+8618613054883  manager@gdboanmachine.com
manager@gdboanmachine.com 






